Proses Görselleştirme Nasıl Yapılır?
Bu yazımızda, proses görselleştirme için HMI Panel KTP700 Basic ailesi kullanılmıştır.
Programlama cihazı, SIMATIC S7-1200 kontrolör ve Dokunmatik Panel KTP700 Basic, SCALANCE XB005 YÖNETİLMEYEN ENDÜSTRİYEL ETHERNET ANAHTARI kullanılarak Ethernet arayüzü aracılığıyla birbirine bağlanır.
TIA Portal temel ayarları yapmak için kullanılır. Bu işlem yapılırken tüm sistem ekranları da oluşturulur.
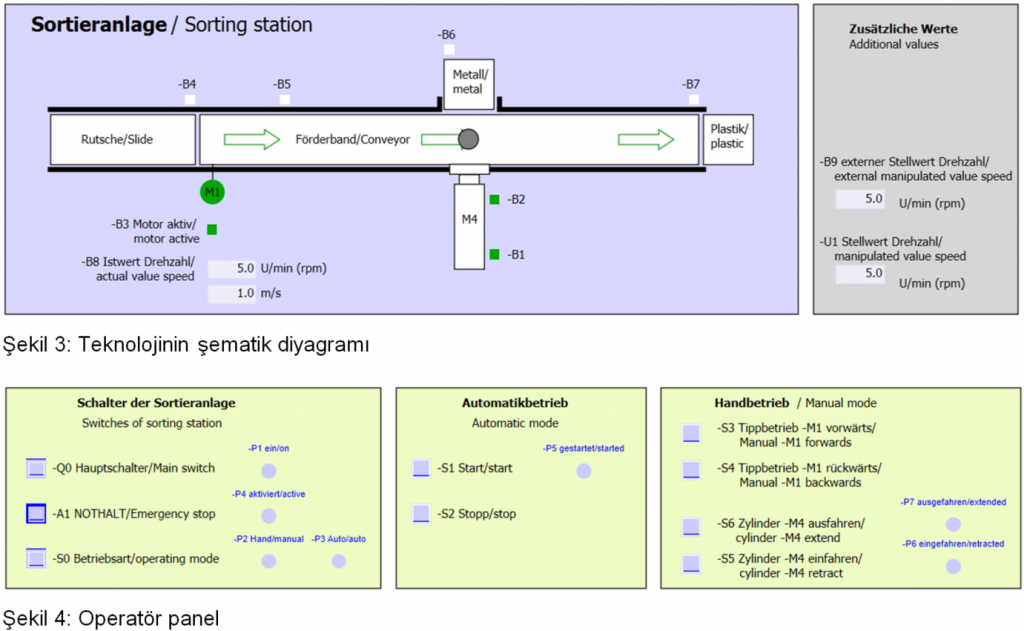
Proses, “Overview Sorting Station” genel bakış ekranında sensörler ve konveyör ile temsil edilir. Konveyörün hızı ve plastik parçaların sayısı da ekranda gösterilir.
Opertör, bu ekranı kullanarak, uygulama modunu seçebilir, otomatik modda başlatıp durdurabilir ve sayacı sıfırlayabilir.
Ek olarak “Hız Motoru” ekranında, motorun hızı grafiksel olarak görüntülenir. Hız ayar noktası da burada belirtilebilir.
Başlangıçta yalnızca “Magazin Plastik” ekranı oluşturulacaktır.
Ekranın adı, tarih/saat ve sistemin durumları, ” Emergency stop ok/released (Acil durdurma açık/kapalı)” olma durmu, ” Main switch ON/OFF (Ana şalter AÇIK/KAPALI)” olma ve ” Automatic started/stopped (Otomatik başlatıldı/durduruldu)” durumu başlıkta görüntülenir.
Altbilgide ana ekrana dönmek için bir buton, alarm penceresini görüntülemek için bir buton ve son olarak çalışma zamanı modunu sonlandırmak için bir buton bulunur.
Alarm sistemi de yapılandırılabilir.
Panonun sistem etkinlikleri uyarı şeklinde gösterilir ve ana şalterin motor hız limiti ihlalleri bu şekilde izlenir.
Bunu yaparken, hatalar / uyarılar oluştuğunda uyarılar otomatik olarak uyarı pencerelerinde görüntülenecektir.
Motor Hız Kontrolü ve Sıralama İstasyonu için Programın Tanımlanması Nasıl Yapılır?
“MOTOR_AUTO” [FB1] fonksiyon bloğu konveyörü otomatik modda kontrol eder.
Sıfırlama koşulları mevcut değilse, Memory_Automatic_Start_Stop, başlatma modu kilitli bir şekilde açılır.
Automatic_Motor çıkışı, Memory_Automatic_Start_Stop ayarlandığında, etkinleştirme koşulları karşılandığında ve Memory_Conveyor_Start_Stop ayarlandığında kontrol edilir.
Enerji tasarrufu nedeniyle, konveyör yalnızca bir taşıma parçası mevcut olduğunda çalışır.
Bu nedenle,
-Sensor_slide parça sinyali verip sıfırlanırsa
-Sensor_end_of_conveyor negatif kenar sinyali üretirse
-Güvenli kapanma aktif olursa
-Otomatik mod aktifleştirilmezse (manuel mod aktifse)
Memory_Conveyor_Start_Stop ayarlanır.
Sensor_end_of_conveyor konveyörün sonuna doğrudan monte edilmediğinden, Sensor_end_of_conveyor sinyalinin bir sinyal gecikmesi programlanır.
Plastik şarjörü sadece beş parça vardır. Bu nedenle parçalar konveyörün sonunda sayılır. Magazin beş parça içeriyorsa, otomatik mod durdurulmalıdır. Şarjör beş adet parça içeriyor ise, otomatik mod durur. Şarjörün boşalmasından sonra, otomatik mod başka şekilde başlatılır, bir kereliğine sayaç görselden sıfırlanır.
Hız, “MOTOR_SPEEDCONTROL” [FC10] fonksiyonundaki bir girişle dakikadaki devir cinsinden belirtilir. (aralık: +/- 50 rpm).
Hız ayar noktası önce +/- 50 rpm aralığında doğru giriş için fonksiyonda kontrol edilir.
Hız ayar noktası +/- 50 rpm aralığının dışındaysa, hız ayar noktası çıkışında YANLIŞ(False)(0) değeri verilir. DOĞRU(True) (1) değeri, fonksiyonun (Ret_Val) dönüş değerine atanır.
Belirtilen hız +/- 50 rpm aralığındaysa, bu değer önce (0-1) aralığına ölçeklenir ve ardından çıktı için analog çıkışta manipüle edilmiş hız değeri olarak 16 bit veri tipi (tamsayı (Int)) ile +/- 27648 olarak ölçeklenir.
“MOTOR_SPEED_MONITORING” [FC11] işlevinde, gerçek değer -B8’de bir analog değer olarak kullanıma sunulur ve “MOTOR_SPEEDMONITORING” [FC11] işlevinin bir girişinde sorgulanır.
Gerçek hız rpm(revolutions per minute) değerlerine ölçeklendirilir (range: +/- 50 rpm) ve uygun çıkış üretilir.
Fonksiyonun blok girişlerinde aşağıdaki dört limit belirtilebilir:
Hız > maksimum hız limit hatası
Hız < maksimum hız limit uyarısı
Hız < minimum hız limit uyarısı
Hız < minimum hız limit uyarısı
Limitlerden biri aşılırsa ya da limitin altında kalınırsa, TRUE(1) değeri karşılık gelen bite atanır.
Bir hata meydana gelirse, “MOTOR_AUTO”[FB1] fonksiyon bloğu güvenli bir şekilde kapanır.
Hem hız ayar noktası ve gerçek hız değeri hem de pozitif ve negatif hata ve uyarı sınırları “SPEED_MOTOR”[DB2] veri bloğunda hata ve uyarı bitleri olarak oluşturulur.
Ayar noktası ve plastik parça sayacının gerçek değeri belirlenir ve global “MAGAZINE_PLASTIC” [DB3] veri bloğunda görüntülenir. Bu değerler “MOTOR_AUTO” [FB1] fonksiyon bloğu ile ayar noktasının tanımı üzerinden ve gerçek değerin görüntülenmesi için verilen çıkış üzerinden bağlanır.
Proses Görüntüleme Teknolojisinin Şematik Diyagramı Nasıldır?
Burada sistemin teknoloji şematik diyagramını görüyorsunuz.
Kaynakça:
https://new.siemens.com/global/en/company/sustainability/education/sce.html
Hazırlayan:Mehmet Berat Şen
KURSLARIMIZ
- Endüstriyel Haberleşme Eğitimi – Profinet, Profibus, Endüstriyel Ethernet, OPC, Endüstriyel Wirelessadmin2023-01-13T07:33:42+00:00

Endüstriyel Haberleşme Eğitimi – Profinet, Profibus, Endüstriyel Ethernet, OPC, Endüstriyel Wireless
- Siemens Sinamics S120 Drive Eğitimiadmin2024-01-09T08:35:45+00:00
Siemens Sinamics S120 Drive Eğitimi
- SINAMICS G120 – Parametreler ve Devreye Alma Eğitimiadmin2023-01-13T08:19:12+00:00
SINAMICS G120 – Parametreler ve Devreye Alma Eğitimi
- Siemens S7 300 / 400 Serisi PLC Eğitimiadmin2023-01-13T08:24:35+00:00
Siemens S7 300 / 400 Serisi PLC Eğitimi








İletişim Bilgilerinizi Bırakın Biz Sizi Arayalım!
Sizin memnuniyetiniz, bizim mutluluğumuzdur…